White Papers
Trinamet® Stainless for Fasteners Combines Corrosion Resistance, High Hardness, and Cold Formability
Hardenable stainless steel alloys are a common choice for manufacturers that cold form high strength stainless steel fasteners. These alloys, however, have limitations. While the hardenable stainless grades have the strength needed for intended applications, they have lacked either the formability or the corrosion resistance of the non-hardenable alloys.
 |
| Trinamet® stainless steel heading wire and samples of fasteners. |
For this reason, the need has grown for a somewhat universal stainless heading alloy with a strong combination of three key characteristics – good corrosion resistance, high heat-treated hardness, and cold formability.
When high strength and corrosion resistance in industrial environments is needed, fastener manufacturers have had to consider or resort to a variety of more expensive and complicated options. These options include using galvanized carbon steel fasteners, welding a high-hardness tip onto a stainless Type 304 screw for drilling, machining fasteners from 17Cr-4Ni stainless bar, and using A-286 alloy, an expensive high-nickel grade.
The problem of under-performance pervades all categories of stainless steel. The austenitic stainless Type 304, for example, provides good corrosion resistance and cold formability, but cannot be hardened by heat treatment
Martensitic stainless Type 410 offers good cold formability and high strength/hardness after heat treatment, but lags in corrosion resistance. Martensitic precipitation-hardenable (PH) Custom 630 stainless (17Cr-4Ni) has high strength/heat treated hardness and good corrosion resistance, but cannot be readily cold formed.
Potential Solution
In an effort to provide an improved combination of all three critical properties for the fastener industry, Carpenter Technology’s Research and Development laboratory has developed a new cold heading alloy known as Trinamet stainless, a hardenable martensitic stainless steel that successfully combines corrosion resistance, good cold formability and heat-treated hardness up to 53 HRC hardness.
The nominal compositions of Trinamet stainless and other alloys commonly used for cold heading can be seen in Fig. 1. Stainless Type 410 was used as a baseline material for cold forming characteristics in operations such as heading, thread rolling, slotting, extrusion, drawing, and flattening. Compared to Type 410, Trinamet has higher carbon for higher hardness capability for use in self-drilling applications and, higher chromium plus a molybdenum addition for improved resistance in humidity and salt environments. Copper is added to prevent excessive ferrite in the microstructure.
In the fully heat treated condition, the newly developed alloy can achieve a hardness of 50-53 HRC, which is higher than the 45HRC max of hardenable 17Cr-4Ni stainless alloy and much higher than a non-hardenable alloy, like Type 304.
Trinamet stainless heading wire can be considered for a variety of fastener applications including sheet metal screws, self-drilling construction fasteners, and various other bolts and fasteners exposed to typical industrial environments.
Cold Formability
Trinamet stainless can also be readily cold formed. It has a room temperature ultimate tensile strength (UTS) of 90 to 110 ksi (620 to 758 MPa), and work hardens at a rate of 1.1 ksi (7.6 MPa) percent cold reduction, which is comparable to the rate for Type 410 stainless.
The new stainless alloy offers a significant advantage over 17Cr-4Ni stainless. While both have similar corrosion resistance in industrial environments, Trinamet stainless has a higher hardness. More important, Trinamet stainless can be cold formed, while 17Cr-4Ni stainless is very difficult to cold form. This characteristic can be very important to shops that are currently machining 17Cr-4Ni. Here an opportunity exists to move from an expensive machined part to a less expensive cold headed part by switching to the more easily cold formed Trinamet stainless.
Based on existing data, the cold formability of the most popular cold headed stainless steels is compared in Fig. 1 in terms of “excellent,” “good” or “moderate.”
Corrosion Resistance
Laboratory tests have shown Trinamet stainless to have corrosion resistance similar to Type 304 stainless and better than that of Types 410, 420, and 440 stainless in 5% neutral salt spray for 200 hours (ASTM B117). Fig. 1 rates the relative resistance of most popular cold heading stainless alloys to salt spray in terms of “good” or “moderate.”
For maximum corrosion resistance, parts must be free of scale, foreign particles, free iron, and surface imperfections that can trap foreign material, thus contribute to pitting and crevice corrosion, especially in the presence of chlorides. Finished parts should always be passivated.
Mechanical Properties
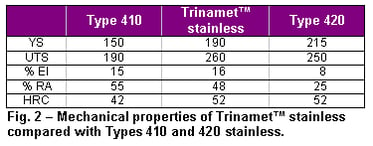
The mechanical properties of Trinamet stainless are compared in Fig. 2 with those of stainless Type 410 and stainless Type 420, alloys commonly used for cold heading stainless parts, after hardening at 1900ºF (1038ºC) for 30 minutes and tempering at 400ºF (204ºC) for two hours. Values are provided for relative yield strength, ultimate tensile strength, percent elongation, percent reduction of area, and Rockwell C hardness.
A full range of mechanical properties for Trinamet stainless can be seen in Fig. 3, which provides values for each attribute at various tempering temperatures.
Typical mechanical properties for a larger group of stainless steels used by the fastener industry are presented in Fig. 1. Data indicates, for each grade, the typical annealed UTS at room temperature and maximum hardness when fully heat treated.
Heat Treatment
Careful heat treatment is key to obtaining the best combination of properties. Special annealing is necessary to achieve maximum softness for cold forming. The alloy can achieve an ultimate tensile strength of less than 100 ksi when fully annealed. Hardening of finished parts, typically to 50-53 HRC, is essential for corrosion resistance.
For best heat treating results, finished parts should be cleaned, then hardened at 1900ºF (1038ºC) for ½ hr. in a vacuum or inert atmosphere to prevent oxidation; quenched rapidly, then tempered at 350 to 600ºF (177 to 315ºC) for two hours and air-cooled to increase ductility.
Tempering curves through specific temperature ranges, in Fig. 4, show the relative effect of tempering on ultimate tensile strength, yield strength, and elongation.
Trinamet is not recommended for elevated temperature applications since corrosion resistance and toughness would be reduced if the alloy is heated above about 700/800ºF (371/427ºC) after hardening and tempering, as recommended.
Selection Guide
In the universe of cold headable stainless steels, there are a select number of reliable alloys that have proven useful for cold forming fastener applications because of each alloy’s distinctive properties. To simplify the selection of the best and most cost-effective alloy for a given application, Carpenter Technology has developed a technique known as the Selectaloy® method.
This method positions the new Trinamet alloy in the Selectaloy Diagram (Fig. 5), thus indicating how its key properties relate to those of other stainless steels commonly used.
The selection diagram shows 22 popular stainless and high temperature alloys positioned according to their relative corrosion resistance and headability. Corrosion resistance, expressed on the horizontal axis, increases from left to right. Headability, reflected along the vertical axis, increases from the bottom up. Where two different alloys occupy the same oval, their corrosion resistance and headability are considered similar.
When considering a stainless steel for a given application, it is best to start with stainless Type 410. It is a simple and very popular martensitic alloy, with 12% chromium, that is hardenable by heat treatment.
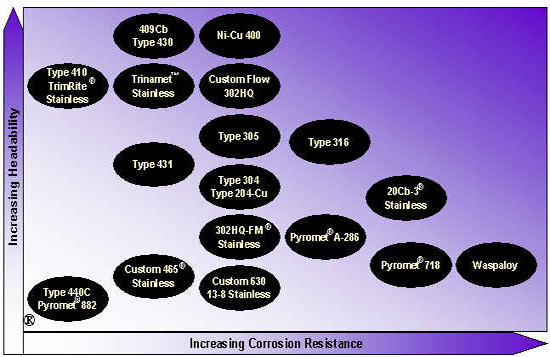
Fig. 5 — Carpenter Technology Selectaloy® diagram showing relative corrosion resistance and cold formability of Triname stainless when compared with 21 other popular heading alloys.
Contact Carpenter Technology's technical staff for further assistance in selecting an alloy for a specific application.
The diagram indicates that stainless Type 410 has a high level of cold formability, but along with stainless Type 440C and Pyromet® Alloy 882, has the least amount of corrosion resistance of all alloys depicted.
Trinamet stainless, to the right of Type 410 stainless, has the same high level of headability as that for Type 410 stainless, but with increased corrosion resistance. Only stainless Type 409Cb and stainless Type 430 exhibit better headability than Trinamet stainless at the same level of corrosion resistance.
At the right lower end of the diagram, Waspaloy, used frequently for aerospace fasteners, has the best corrosion resistance of any stainless in the diagram. The downside: it is also the most difficult to cold form.
Alloy Forms
Trinamet stainless is available as mill-annealed STARR Wire® or cold drawn wire with standard wire coatings. Wire is offered from 0.060"-1" (1.524 - 25.4 mm) coil. Mill annealing is designed to achieve maximum softness for formability and obtain the best combination of properties possible.