Emerging Technology
Authors: A. Patel, R. Smith, T. Wang
Macro-Segregation Defects
White spots are macro-segregation defects commonly associated with VAR (vacuum arc remelting), which is a secondary remelting process used to produce alloys with a high degree of cleanliness. Such defects produce localized areas of significantly different chemistry and, thereby, different properties from the alloy. As these areas behave differently, they can become a source of premature failure for parts made from that alloy. This anomaly occurs when a part of crown, shelf, exposed dendrites, steel shot, etc. falls into the melt and does not get fully dissolved during downstream processing stages.
Remelting Processing
Because knowledge of the initial fall-in size may help diagnose and avoid the occurrence of this defect, a theoretical exercise was conducted to model how the size of a piece of material changes during remelting processing — essentially back-calculating the original particle size. In this case, the piece was assumed to be a sphere of pure iron. Various computational modeling tools were used within an Integrated Computational Materials Engineering (ICME) framework to study the remelting process, which can help to 1) understand the evolution of as-cast microstructure and 2) track the formation of some casting defects.
VAR and ESR Processes
To demonstrate, let’s assume a situation where a 300 micron iron particle is found in the ingot of a nickel-base superalloy after double remelting. The remelting steps would first be electro-slag remelting (ESR) followed by vacuum arc remelting (VAR). The modelers hypothesized two scenarios to back-calculate the initial size of the defect:
- If an iron piece falls into the melt during the VAR process (1 remelting step) and experiences partial melting.
- If an iron piece falls into the melt during the ESR process (2 remelting steps) and experiences partial melting in ESR and then VAR.
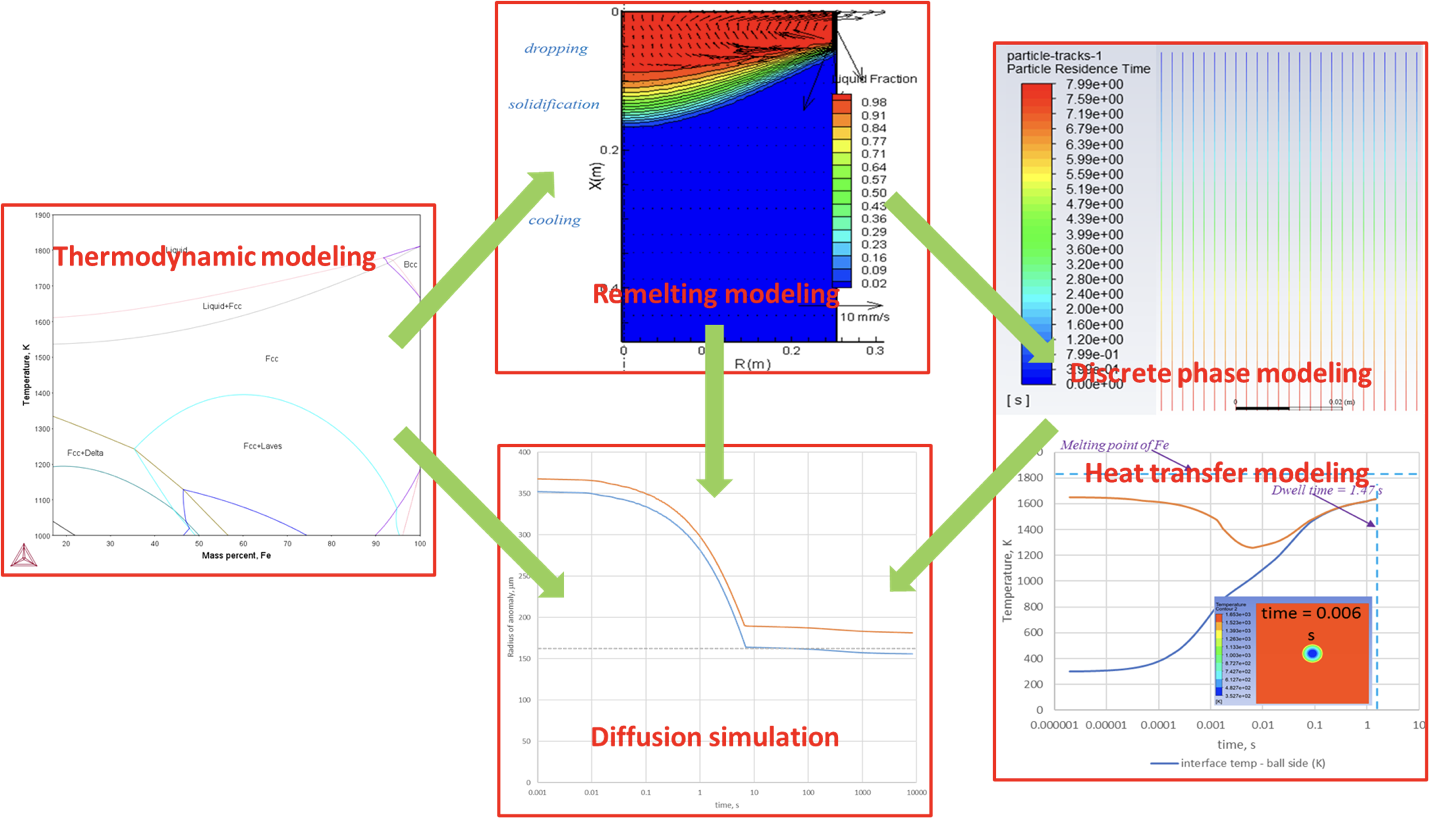
With in-house VAR and ESR process modeling capabilities, the Carpenter Technology team was able to estimate the melt pool profile, temperature distribution, and fraction solid during the process for a typical nickel-base superalloy heat (Figure 1). These outputs were used in a discrete phase mode with a heat transfer model to describe the travel of the iron during remelting, e.g., the time taken by falling from the top of the melt pool/slag layer to the bottom of the pool, and the temperature increase caused by contact with molten metal. With inputs from thermodynamic modeling, remelting modeling, and discrete phase modeling, diffusion simulations were performed to calculate the reduction in size for the particle during the remelting process.
The estimated fall-in size was predicted to be around 730 microns and 2000 microns for scenarios 1 and 2, respectively. The ability to back-calculate original sizes for these defects is a tool that can help determine possible sources or rule them out.
Please reach out to our expert team with any questions or inquiries.

Reference:
R. Smith, H. Wennstrӧm, S. Lundberg, The Making, Shaping and Treating of Steel, 11th edition, AIST , 2017, pp. 765-766.
W. Zhang, P.D. Lee and M. McLean, Inclusion Behavior During Vacuum Arc Remelting of Nickel Based Superalloys, Intermetallics and Superalloys, Wiley-Blackwell, 2000, pp. 121-128.