White Papers
Cobalt-base alloys have been used in applications requiring superior resistance to corrosion and wear since the early 1900’s. Development of aircraft engines was a driving force for development of cobalt-base superalloys in the 1930’s.(1) During that time period, a cast cobalt-chromium-molybdenum (Co-Cr-Mo) alloy called Vitallium* was developed for dental implants.(2) The cast Vitallium alloy with 28 wt% Cr, 5.5 wt% Mo, 0.25 wt% C, balance Co has been widely used for medical implants such as stems for hip prostheses.
In order to improve mechanical properties, Howmedica completed development of a wrought version of Vitallium alloy in the 1970’s.(3) The wrought modification has a lower carbon content (0.05 wt% vs. 0.25 wt%) and a slightly lower chromium content to enhance hot workability. A nitrogen addition of nominally 0.2 wt% is also used in the wrought version to improve strengthening capability. In addition to the cast and wrought versions, the low- and high-carbon alloys are also produced via powder metallurgy processing.
When the United States Air Force (USAF) launched initiatives to replace copper-beryllium (CuBe) alloys in aircraft bushings and bearings, Co-Cr-Mo alloy became a candidate for evaluation. It was recognized that the alloy has superior wear resistance compared to other alloys with high yield strength levels above 120 ksi (827 MPa).
The driving force for replacing CuBe alloys in highly-loaded wear applications on current and future aircraft is the potential health hazards associated with beryllium particulate exposure.(4) Exposure has been associated with a range of diseases including lung cancer and chronic beryllium disease (CBD). The exposure occurs during installation and maintenance of the large number of bushings used in highly loaded structural areas of aircraft. When potential for beryllium particulate exposure exists, preventative safety measures are very costly. Lockheed Martin is evaluating beryllium-free alloys for use in the F-35 Lightning II also known as the Joint Strike Fighter (JSF). For Lockheed Martin Aerospace-designed F-35 parts, Lockheed intends to complete a statistically based qualification of Co-Cr-Mo alloy to one-to-one replace CuBe for bushings greater than 2.5 inch (63.5 mm) OD for new design.
Metallurgy
Cobalt alloys transform from a high temperature, face-centered cubic (fcc) phase to a lower temperature, hexagonal-close-packed (hcp) phase during deformation and thermal exposure. However, the transformation is sluggish even for pure cobalt. Alloying additions such as carbon, nickel, iron, and manganese stabilize the fcc structure while additions of chromium, molybdenum, tungsten, and silicon tend to stabilize the hcp structure. While the elements carbon, chromium, and particularly, molybdenum, provide solid solution strengthening of Co-Cr-Mo alloy, the transformation from fcc to hcp during warm- or cold-working operations or a thermal aging treatment provides a major boost in strength properties.
The medical industry has taken advantage of the high work-hardening characteristics of Co-Cr-Mo alloy to develop high tensile strength properties at room temperature. The ASTM F-1537 specification for Co-28Cr-6Mo alloys for surgical implants requires a minimum 0.2% offset yield strength of 120 ksi (827 MPa) and a minimum tensile strength of 170 ksi (1172 MPa). In smaller bar diameters under 2 inches (51 mm), it is common for suppliers of low-carbon wrought Co-Cr-Mo alloy to produce material with higher minimum strength levels of 140 ksi YS (965 MPa) and 190 ksi UTS (1310 MPa). For the aerospace bushing application, minimum yield strength of 140 ksi (965 MPa) is desired for section sizes up to at least 4 inches (102 mm) in diameter. The challenge was to develop warm-working practices to strengthen the larger diameter bars between 2 and 4 inches (51 - 102 mm).
Chemical Composition
Carpenter’s trade name for Co-Cr-Mo alloy for aerospace bushing applications is CarTech ACUBE® 100. The typical chemical composition of the alloy is shown below in Table 1:
Table 1. Chemical Composition (Wt%) of CarTech ACUBE 100 Alloy
C |
Mn |
Si |
Cr |
Mo |
Ni |
Fe |
N |
Co |
|
0.05 |
0.7 |
0.6 |
28 |
5.5 |
1.0 max |
1.0 max |
0.17 |
Balance |
Carpenter conducted studies to evaluate the effects of higher nickel and iron contents to reduce alloying cost. It was found that both nickel and iron additions in the 0-15 wt% range reduced strengthening capability by reducing the amount of hcp phase formed during mechanical working. A composition with 5 wt% Fe and 10 wt% Ni was also found to have lower wear resistance in simulated bushing tests. For this reason, nickel and iron contents are limited to 1 wt% maximum.
Melting and Bar Processing
For critical applications such as aerospace bearings, CarTech ACUBE 100 alloy is premium melted, consisting of primary melting in vacuum-induction furnaces (VIM) followed by electro-slag remelting (ESR). Premium melting provides high purity, excellent cleanliness, and a sound ingot structure. Ingots are typically homogenized to minimize microsegregation and then forged to an intermediate billet size. Billets are then re-forged to large-diameter bars or hot-rolled to smaller-diameter bars, but there is some overlap in the intermediate size range of about 2 to 4 inches (51 to 102 mm). The challenge for the alloy supplier is to develop working practices that will provide the best mechanical properties and microstructure for the lowest cost. This challenge becomes even greater for an alloy like CarTech ACUBE 100 because the product must be warm or cold worked to achieve highest strength levels as opposed to strengthening by an aging heat treatment alone.
Mechanical Properties
Table 2 shows the typical room-temperature tensile properties obtained in 0.5 to 1.5-inch (12.7-38.1 mm) diameter bars of CarTech ACUBE 100 alloy in three conditions. Common practice is to warm or cold work smaller-diameter bars to meet the 120 ksi (827 MPa) minimum 0.2% yield strength requirement of the ASTM F-1537 medical implant specification. However, it is more challenging to produce a higher 140 ksi (965 MPa) minimum yield strength in larger bars up to 4 inches (102 mm) in diameter. The latter requirements apply to the aerospace bushing and bearing applications.

Carpenter produced a series of 2.625-inch (66.7-mm) diameter bars by rolling and by forging in order to compare warm-working capabilities. Rolling was performed on hand rolling mills, and forging was performed on a rotary forge. For both practices, billets were strain-hardened by warm-working during the final reductions. Table 3 compares the room-temperature tensile properties representing both warm-working processes.
Rotary forging resulted in higher strength and was more effective in providing the thermal-mechanical processing necessary to develop fine, uniform grain structures. The rotary-forged bar exceeded 140 ksi (965 MPa) yield strength even at the center location. Similar rotary-forging practices were applied to larger bar diameters of 3.085, 3.50, and 4.125 inches (78, 89, and 105 mm). Table 4 contains room-temperature tensile results for these larger-diameter bars.
Effects of Thermal Aging
Warm-worked samples representing bar sizes of 2.625 to 3.5-inch (67 to 89-mm) were aged for four hours at temperatures ranging from 1300 to 1550°F (704-843°C) to determine hardening response. Samples were treated in electric (air) furnaces and air cooled to room temperature. Figure 1 illustrates the significant increase in hardness that occurred during aging, with maximum hardness obtained during aging in the 1350-1400°F (732-760°C) range.
Room-temperature tensile specimens (0.250-inch ground gage sections) were machined from the mid-radius location of aged bar sections. Figure 2 shows that it is possible to further increase the yield strength of warm-worked material by up to 40 ksi (276 MPa) by aging in the range of 1325 to 1375°F (718 to 746°C), but tensile elongation is significantly reduced. While the minimum tensile elongation value of 5% is comparable to that of the CuBe alloy used for bushing applications, it is preferable to obtain the high yield strength level of 140 ksi (965 MPa) in the as-warm-worked condition for the best combination of strength and ductility (elongation values exceeding 15%).
Subscale Bushing Wear Testing
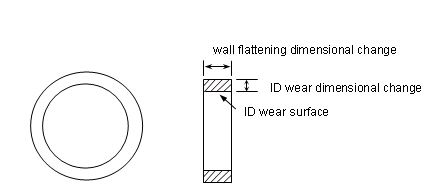
The subscale bushing wear test setup consists of an un-lubricated, constrained bushing fitted around a hardened 440C steel pin that is rotated to simulate in-service conditions. For the threshold wear test, the bushing is progressively loaded from 2,000 lbs to 10,000 lbs, with the load applied downwards, creating contact between the pin and the 12 o’clock top dead center bushing position. The test is performed for 2,000 cycles, with the load being increased by 500 lbs. every 100 cycles after initial loading to 2,000 lbs. One cycle consists of travel from 0 to +25 degrees, then back through 0 to -25 degrees, and then returning back to 0 degrees. Displacement is measured from the 12 o’clock position each cycle with increasing negative values corresponding to wear at the bushing to pin interface. Failure is defined as extensive wear and/or galling between the bushing and pin resulting in the testing fixture being unable to maintain the required load. Bushing and pin wear surfaces are examined after testing and changes in dimensions are recorded.
Testing was performed at Cradin Aerospace in a fixture applying high loads at low rotational oscillatory speeds, according to Lockheed Martin procedure LHM-010. Duplicate 0.9-in OD x 0.7-in ID (22.9 x 17.8-mm) bushing specimens were machined from the center region of 1.0-in (25-mm) and 3.5-in (89-mm) rd. CarTech ACUBE 100 alloy bars warm-worked to yield strength levels of 130-135 ksi (896-931 MPa). Duplicate specimens were also machined after age hardening to a higher yield strength level of 157 ksi (1083 MPa). Table 5 contains the bushing wear test results including comparison results for Cu-Be (UNS C17200) and Nitronic 60* (UNS S21800) alloys tested by Lockheed Martin during a Metals Affordability Initiative (MAI) project.(4)
Test Procedure: bushing progressively loaded to 10,000 lbs. on 440C arbor pin which is oscillated for 2,000 cycles; test cycle consists of oscillation of pin from 0 to +25 degrees, back to 0 degrees, then -25 degrees and back to 0; test conducted by Cradin Aerospace, Boerne, TX to Lockheed Martin procedure LHM-010.
Specimen: 0.9" OD x 0.7" ID x 0.25" wide machined ring (0.1" wall thickness)
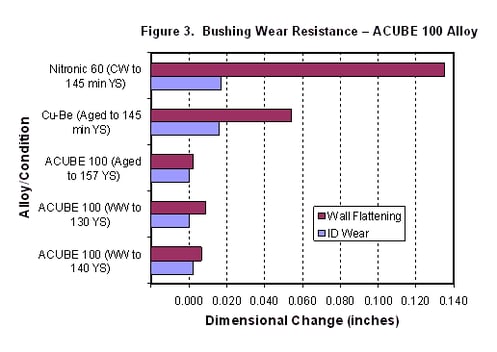
The test results in Table 5, shown graphically in Figure 3, indicate that CarTech ACUBE 100 alloy has much better resistance to bushing wear than the currently-used Cu-Be and Nitronic 60 alloys. CarTech ACUBE 100 shows minimal wear or distortion as evidenced by the low dimensional changes for ID wear and wall flattening of the bushing. Also, the improvement was apparent at a lower yield strength level of 130 ksi (896 MPa) as well as a higher age-hardened strength level of 157 ksi (1083 MPa). Based on this performance, it has been determined that ACUBE alloy appears to be a suitable wear-resistant replacement for Cu-Be alloy in the TH04 condition (CW + aged to 145 ksi minimum).
* Nitronic is a U.S. registered trademark of AK Steel Inc.
Microstructure
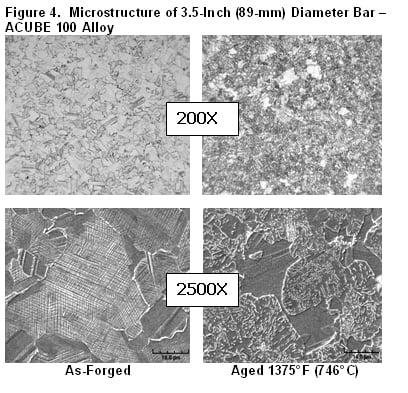
Figure 4 illustrates the microstructure of warm-worked 3.5 inch (89 mm) bar before and after aging at 1375°F (746°C). As previously discussed, the fcc phase in cobalt alloys is metastable in the solution treated condition. The fcc phase transforms to hcp during warm or cold working and during thermal treatment (aging) in the range of 1300-1600°F (700-870°C). In the warm-worked condition, intragranular striations of the hcp phase are apparent. Figure 4 illustrates another significant change in the microstructure that occurs during aging: preferential precipitation of carbides along hcp phase platelets. The carbides are enriched in Cr, Si, and Mo and are believed to be M23C6 carbides. Several other investigators have researched the aging of this type of alloy.(5,6,7,8)
Summary
Co-Cr-Mo alloy CarTech ACUBE 100 offers an excellent combination of strength and resistance to corrosion and wear. The alloy is hardened by work strengthening (warm or cold working) and by thermal treatment (aging). It has been demonstrated that high yield strength levels above 140 ksi (965 MPa) can be obtained in larger section sizes up to at least 4 inches (102 mm) in diameter. In simulated bushing tests, CarTech ACUBE 100 alloy has demonstrated superior resistance to bushing wear compared to currently used copper-beryllium and Nitronic 60 alloys.
References
(1) Badger, F.S, “High-Temperature Alloys: 1900-1958” J. Metals, 10, 512 (1958).
(2) Sullivan, C.P., Donachie, M.J., and Morral, F.R. Cobalt-Base Superalloys, Cobalt Monograph Series Centre Information Du Cobalt, Brussels, Belgium, 1970, 72p.
(3) Vitallium® FHS® Forged Vitallium Alloy (High Strength), Technical Monograph, Howmedica, Inc. Orthopedics Division, 1979.
(4) Final Report for the Metals Affordability Initiatives (MAI) Alternatives to CuBe (ACUBE) Program, Contract no: F33615-99-2-5215, Document no: PMF-01124, 28 September 2006.
(5) Salinas Rodriguez, A. and Mani Medrano, A. TMS Annual Meeting, Feb 12-15, 2001, TMS, Warrendale, PA, p. 174.
(6) Vander Sande, J.B., et al. “A Transmission Electron Microscopy Study of the Mechanisms of Strengthening in Heat-Treated Co-Cr-Mo-C Alloys.” Metall. Trans A, 1976, vol. 7A, pp. 389-97.
(7) Taylor, R.N.J. and Waterhouse, R.B. J. Mater. Sci., 1983, vol 18, pp. 3265-80.
(8) Rajan, K. Metall. Trans A, 1984, vol. 15A, pp. 1335-38.
***
By Richard B. Frank, R&D Staff Specialist
Karl A. Heck, Process Engineer
Joseph Stravinskas, R&D Program Manager, Aerospace
Carpenter Technology Corporation
Wyomissing, PA, USA