White Papers
Metal cutting/shaping tools such as hobs, forming tools and rolls have been made in recent years from either high speed steel or cemented tungsten carbide. The tool steels used have included both conventional and P/M versions of AISI Carpenter Technology M2, Carpenter Technology M4, Carpenter Technology M42 and Carpenter Technology T15. Each of these grades has provided an increasing level of hardness and wear resistance, but still not enough for today's most demanding tooling requirements or longer production runs.
Meanwhile, cost reduction efforts in the automotive and other industries have spurred the development of improved CNC machines, some of which can be run at higher speeds and used for dry machining. Tungsten carbide has offered high productivity when used for gear cutting tools on the newer equipment. However, tungsten carbide remains handicapped by its inherent low toughness, low impact resistance, high cost and machine rigidity requirements.
Makers of tools used in severe cutting/forming applications, including manufacturers of gear cutting tools, have expressed a need for a material that would bridge the gap in performance and cost between existing powder metal high speed steels and tungsten carbide.
In response, Carpenter developed Carpenter Technology Micro-Melt® Maxamet® Alloy, a highly-alloyed super-hard powder tool steel with properties intermediate between conventional high speed tool steels and cemented carbide. With its high room temperature and hot hardness, the alloy can be considered for use in applications where conventional tool steels do not hold up, such as in dry machining.
With its high toughness compared to carbide, it can be considered for use in older, less rigid machines where carbide tooling would be subject to breaking.
The balanced alloying additions and high carbide volume enable the alloy to provide excellent wear resistance while maintaining good toughness at high hardness levels. In addition, the combination of high room temperature hardness, hot hardness and high temperature stability/temper resistance make the alloy a candidate for applications in which tools are coated prior to service.
Carpenter Technology Micro-Melt Maxamet alloy may be considered for many types of tooling applications wherever conventional high speed steels or cemented carbides are currently used. It can be considered for use in place of a high speed steel tool where a performance upgrade is desired, but a switch to carbide is unattractive due to high cost, low toughness or other concerns; or in applications where carbide is currently used but is not cost-effective due to limited production runs or toughness/breakage problems. Thus, for short production runs, the new alloy can be considered an attractive alternative to carbide.
Possible applications for the alloy could include: hobs, punches, form tools, taps, end mills, milling cutters, thread roll dies, indexable inserts, broaches, etc.
Background
The need for an alloy such as Carpenter Technology Micro-Melt Maxamet was identified by comparing the advantages and disadvantages of the existing high speed steel alloys and tungsten carbide grades that have been used for gear hobbing and metal cutting.
In general, existing high speed steels are relatively low in cost and comparatively easy to make into tooling. However, many high speed steels, including those produced using P/M techniques, are not optimum for extended tooling runs. Tools manufactured from these alloys generally fail due to a lack of sufficient wear resistance, room temperature hardness or hot hardness. Also, conventional high speed steels cannot be used for dry machining, which is a newer alternative to the use of cutting fluids during machining operations. Cutting tools of current high speed steels cannot withstand the significantly increased temperatures generated in dry machining, which is employed for environmental and economic reasons.
In addition, most premium cutting tools are covered with PVD (plasma vapor deposition) or CVD (chemical vapor deposition) coatings to improve service life. These coatings are very hard, in excess of HRC 70, and provide best service when backed up by a tooling material of similar hardness.
Due to the limitations of conventional high speed steels in demanding applications or for longer production runs, the use of cemented carbide cutting tools has been increasing in these markets.
Compared with high speed steel tools, tungsten carbide tools are valued for their increased hardness, wear resistance and hot hardness.
Carbide, however, has several drawbacks. Carbide tooling is generally expensive. The carbide blanks used to make the tooling are expensive, and the cost of fabricating the tooling from those blanks is often quite high. For example, the total cost of a gear hob manufactured from carbide can be more than twice that of a comparable tool steel hob. In addition, carbide tooling has very low toughness and impact resistance. Extreme care must be taken in its use to prevent fracture during service. Because of carbide's inherently low toughness, extremely rigid machines must be used with carbide tooling. At the present time, a large percentage of machines cannot run carbide tooling due to rigidity constraints.
Alloy Composition
Carpenter Technology Micro-Melt Maxamet alloy is more highly alloyed than conventional high speed steels. Its nominal composition (Fig. 1) includes a relatively large percentage volume of carbon to provide required hardness and to combine with carbide-forming elements to produce highly wear-resistant carbides. Carpenter's Micro-Melt powder metallurgy process gives the alloy a fine grain structure with uniform, well dispersed carbides. This P/M process allows no alloy banding or segregation.

Chromium is added to increase hardenability of the alloy. Cobalt improves both the room temperature and hot hardness. Tungsten is included to provide secondary hardness, wear resistance and hot hardness. Vanadium is added for temper resistance, secondary hardening response and increased wear resistance. The balanced level of vanadium in the alloy also leads to improved toughness.
Machinability
The alloy is available in two sulfur levels. The low sulfur variation (about 0.03% max.) is advantageous for tools that must have maximum toughness and do not require extensive conventional machining.
Sulfur content can be increased to a nominal 0.23% for improved machinability with only a slight decline in toughness. At its high-hardness level, Carpenter Technology Micro-Melt Maxamet alloy is a little more difficult to machine than the lower-hardness conventional high speed steels, but significantly easier to machine than tungsten carbide. Machining speeds and feeds may have to be adjusted based on the sulfur content of the alloy. The alloy may be readily machined by the EDM process. Its grindability is comparable to that of the P/M AISI Carpenter Technology Micro-Melt T15 alloy.
Powder Process
Along with the carefully balanced chemical analysis, the Micro-Melt powder metal process contributes much to the properties and performance of Carpenter Technology Micro-Melt Maxamet alloy. Using this process, the alloy is inert gas atomized to form a powder which is screened to the desired mesh size, blended to assure uniformity, poured into a canister and hot isostatically pressed (HIP) to produce a 100% dense billet. The extremely rapid quench rate attained during the atomization process results in a very homogeneous composition.
The HIP'd cannister is further processed, using state-of-the-art specialty steel making methods, into bar for tool manufacture. Steels made by this PM method have a refined microstructure with very fine grain size and smaller, more uniformly distributed carbide particles (Fig. 2) than those made by ingot metallurgy. Eliminated is the segregation found in conventional cast-wrought alloys.
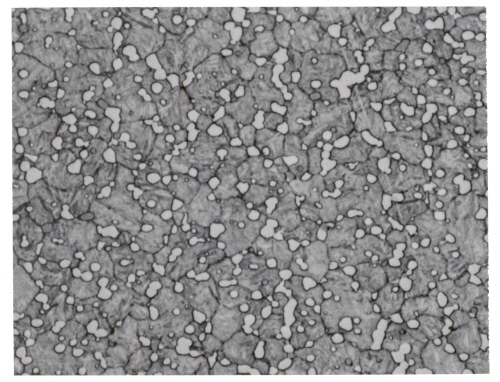
Fig. 2 Fine grain structure at 1000x showing uniform dispersal of carbides. Sample was austenitized at 2240°F and triple tempered at 1025°F to a hardness of HRC 70.
The fine grain structure produced by this PM processing method gives the alloy good toughness and wear resistance while, at the same time, improving the grindability, machinability and response to heat treatment generally obtained with conventionally produced cast-wrought tool steels. Typical end-use benefits of the process include increased productivity, increased tool life, lower-cost production and improved product uniformity.
Hardness/Toughness
Carpenter Technology Micro-Melt Maxamet alloy has a room temperature hardness capability of up to HRC 71.0 when using typical high speed steel heat treating practice and equipment. All samples tested for heat treated hardness in Fig. 3 were preheated at 843°C (1550°F), equalized, austenitized for 3 minutes at the indicated temperature and tempered at the temperatures shown. 
Fig. 3 Typical heat treated hardness obtained for Micro-Melt Maxamet alloy employing various hardening and tempering temperatures.
Hardening temperatures below 1204°C (2200°F) and tempering temperatures of 538°C (1000°F) to 552°C (1025°F) are suggested for cold work applications such as dies, rolls, punches and slitter knives. Hardening temperatures of 1204°C (2200°F) and above are suggested for high speed applications such as cutting tools, form tools, end mills and hobs which require high heat and temper resistance. Tempering temperatures for these applications should range between 538°C (1000°F) and 593°C (1100°F). When hardening temperatures of 1204°C (2200°F) or above are used, a refrigeration step between tempers is suggested to minimize retained austenite in the structure. The refrigeration step employed in Fig. 3 was -73°C (-100°F) for 1 hour.
Tools to be hardened should be preheated long enough to ensure a thorough soak. They then should be austenitized for 3 to 5 minutes, and oil quenched - or they may be salt quenched to 538°C (1000°F) and air cooled. Vacuum furnaces with positive pressure quench capability can be used, but resultant hardness may be approximately 1-2 points HRC lower than obtained with other heat treating methods. Parts should be allowed to cool to room temperature prior to tempering.
Tools should be tempered immediately after the quench is completed, with tempering temperature chosen based on the hardness desired. A triple temper, with refrigeration step after the first temper, is suggested. As an option, 3 to 4 tempers with no refrigeration may be used. Each temper should be 2 hours at temperature, with parts cooled to room temperature between tempers.
The hot hardness of Carpenter Technology Micro-Melt Maxamet alloy austenitized at 1232°C (2250°F) and tempered at 552°C (1025°F) has been measured as HRC 63.0 at a test temperature of 538°C (1000°F) . This is significantly higher than that of Carpenter Technology Micro-Melt T15 alloy, a grade known to provide good hot hardness (HRC 58.0) under similar conditions. This superior hot hardness, provided by the alloy's carefully balanced composition, enables the new grade to retain its high strength at the hot tool tip when machining at sustained high speeds. That is clearly an advantage over conventional high speed steels when used for dry machining, which does not allow the time or means for the tool to cool.
The toughness of Carpenter Technology Micro-Melt Maxamet alloy at HRC 69/71 is somewhat lower than that of conventional powder metal high speed tool steels hardened to HRC 65/67, but very good for its higher hardness level. On the other hand, its impact toughness is significantly greater than that of cemented carbide.
Coatings
The high hardness of the new alloy makes it a good candidate as a backup material for the application of coatings that impart added lubricity and wear resistance. This capability is particularly important for the growing number of cutting tools that are subject to high heat, high loads and high friction for long periods of time.
Tool performance can be enhanced significantly by coating tools made with Maxamet alloy with CVD or PVD coatings such as titanium nitride (TiN), titanium aluminum nitride (TiAIN) and titanium carbo nitride (TiCN). The alloy's coatability is considered better than that of conventional high speed tool steels. When coated, the base material maintains its structural integrity, and continues to provide wear resistance even after the coating has been worn down.
Wear Resistance
Carpenter Technology Micro-Melt Maxamet alloy has better wear resistance than that of conventional powder metal high speed steel grades. One reason is that the composition of the alloy provides a large volume percentage of highly wear-resistant carbides. This carbide volume is higher than that of typical high speed steels.
As produced by the powder metallurgy process, the alloy has a fine grain structure with fine, uniform, well dispersed carbides that provide exceptional wear resistance. This improved process results in a microstructure with no segregation.
The wear resistance of Carpenter Technology Micro-Melt Maxamet alloy is compared with that of three other PM high speed steels at typical working hardness in Fig. 4. Wear loss comparisons were made using results of the Dry Sand/Rubber Wheel Abrasion test, per ASTM G65, Method A. The highest bar shows the most wear resistance and the shortest bar the least wear resistance. For further improved wear resistance, a CVD or PVD coating may also be applied.

Fig. 4 Wear resistance of commonly used PM alloys compared at typical working hardness levels. CPM and REX are registered trademarks of Crucible Materials Corporation.
Applications
Laboratory tests and user experience with the new alloy have confirmed expected performance improvements over materials currently in use. Carpenter's Research and Development Laboratory, for example, performed stainless steel machining tests on a screw machine. The tests compared the lives of AISI Carpenter Technology M2 high speed steel inserts and inserts that were made from Maxamet alloy when turning free-machining stainless steel bars. Results indicated that three to five times more parts could be machined with inserts that were made from Carpenter Technology Micro-Melt Maxamet alloy than with the Carpenter Technology M2 alloy inserts.
A Michigan producer of screw machine parts has tripled his tool life and slashed downtime for redressing tools by at least one third by using tooling made from Carpenter Technology Micro-Melt Maxamet alloy to form the body of small Carpenter Technology 303 stainless hex valves. The shop wanted more parts productivity and more running time from the multiple-spindle Acme Gridley machine it was using to make the stainless valves.
Initially, the screw machine house used dovetail form tools made from Carpenter Technology Micro-Melt T15 high speed steel to size multiple diameters simultaneously. However, when using the T15 tooling, the shop had to shut down its machine every 8 hours and grind off 0.040" of stock before the tools could be restored to service. The shop wanted to extend this interval between sharpening, thus reducing machine downtime.
That's when Nichols Precision Tool, Inc., Madison Heights, MI, suggested making the form tools from Carpenter Technology Micro-Melt Maxamet alloy. Form tools that were made from this alloy ran for 12 hours before they needed sharpening, and then the new tools needed only half as much stock removed as before the switch in alloys. The longer time between tool maintenance and the savings in stock removed each time gave the shop up to a 300% increase in tool life. Machine downtime was reduced by 33%.
In gear cutting trials, Carpenter Technology Micro-Melt Maxamet alloy was carefully evaluated using a modern dry hobbing machine to make a 10 DP helical gear from SAE 8620 steel. In such a machine, 80 mm dia. carbide hobs are typically used at 280 m/min (918 sfpm) with a chip thickness of 0.131 mm (0.0051"). Hobs manufactured using common PM high speed steel alloys have been used with coolant at far lower speeds of 75-90 m/min (246-295 sfpm) for Carpenter Technology Micro-Melt M4, and 110-125 m/min (360-410 sfpm) for the 8% Co grades.
The tools that were made from Carpenter Technology Micro-Melt Maxamet alloy were heat treated to 68-69 HRC and PVD coated with a TiAIN multi-layer coating. Trials were performed under controlled conditions, starting at 160 m/min (525 sfpm), with tools closely inspected at the conclusion of each test. Crater wear was not obvious until the hobs that were made from Maxamet alloy were operated at a setting of 280 m/min with a 0.18 mm (0.007") chip size. This crater wear was held within acceptable limits in speeds as high as 300 m/min. Limited edge wear and microchipping were also observed under certain trial conditions.
Through this program, the optimum machining parameters for the hobs made from Carpenter Technology Micro-Melt Maxamet alloy were found to be 270 m/min (885 sfpm) with a chip thickness of 0.161 mm (0.0063"). At these settings, the hobs made from Carpenter Technology Micro-Melt Maxamet alloy were cutting 105 gears per hour, compared with 85 gears per hour for carbide hobs. This 23.5% improvement in productivity offers significant savings.
Roll-Kraft, the world leader in tube and pipe mill rolls, evaluated Carpenter Technology Micro-Melt Maxamet alloy in an abrasive tube forming application at a customer's plant. Normally, the costly tungsten carbide rolls in this application would produce 250,000 to 300,000 ft. of tubing. AISI D2 rolls typically produce about 100,000 ft. before rework is required.
Roll-Kraft's Director of Operations, Dave Jenkins, reported that the roll that had been made from Maxamet alloy was pulled from service after 320,000 ft. of production and found to have only 0.003" wear. Roll-Kraft was able to manufacture the rolls made from Carpenter Technology Micro-Melt Maxamet alloy without difficulty as this alloy was found to be machinable. The tooling was reconditioned and put back in service on the production line.
Carpenter Technology Micro-Melt Maxamet alloy is available from Carpenter in round, square and flat bars; billet and powder.
***
By Robert E. Carnes and David E. Wert
Carpenter Technology Corporation
Reading, PA
USA