White Papers
Abstract
This paper discusses the research effort that led to the development of Type 204Cu Stainless. To achieve lower cost than Type 304, Modified Type 201, with 6% lower nickel content than Type 304 was selected as the base alloy for this study. To achieve similar formability and work hardening rate as Type 304, copper was the key elemental addition to Modified Type 201.
To achieve similar corrosion resistance as Type 304, a careful balance of alloying elements which include chromium, molybdenum, nitrogen and nickel was necessary. Data is presented comparing the strength, work hardening rate, formability, and corrosion resistance of the two alloys. Potential uses for Type 204Cu and current field experience are discussed.
Historical Introduction
Stainless steels, like Types 304 and 204Cu, are 20th Century additions to the family of iron alloys which have their origin in ancient times. Archaeologists have discovered the use of iron alloys in virtually all civilizations. One of the earliest examples found was a sickle blade under the Sphinx at Karmac, Egypt (circa 5000 B.C.).
Other examples include a cross-cut saw at Nimrod, Egypt (circa 800 B.C.) and swords from Damascus (circa 300 B.C.)1 In Delhi, India, a carved iron pillar (circa 310 A.D.) standing 30 feet tall can still be seen today.2 In more recent times, iron alloys were an important part of Colonial America. During the American Revolution, pig-iron was manufactured into military artillery which was vital to our successful fight for independence.
However, despite an ever-expanding use of iron over this large span of mankind's history, these alloys remained simple and unrefined. Not until the industrial revolution (circa 1800) did pig iron become mass-produced and refined steels with a broader range of uses due to elemental alloy additions.
Key improvements in ironmaking methods were made by Henry Cort and Henry Bessemer. The latter invented a pneumatic process for iron refinement used today in open hearth, Bessemer, and electric furnaces.
The ability to refine steels led to metallurgical research into elemental alloying. At the turn of the 20th Century, it was discovered that a critical amount of chromium added to iron alloys dramatically improved corrosion resistance. This new type of iron alloy was referred to as rustless iron and later as stainless steel. Today, the significance of this discovery has become quite clear by the number of different stainless steel alloys, over 300 standard grades, and the annual worldwide production of 1,000,000 tons.3
Austenitic Stainless Steels
The broad definition used for stainless steels is iron-based alloys having at least 10.5% Cr. However, the variety and complexity of this broadly defined group of alloys led to a classification system which divides stainless steels into five distinct families, each having its own unique set of attributes. The largest and most popular family is the austenitic which has the unique characteristic of an austenite metal structure at room temperature.
Most other carbon and stainless steels have an austenite structure at elevated temperature, but a structural transformation occurs when cooled to room temperature. The discovery of austenitic stainless steels occurred around 1910 when nickel was added to chromium-bearing iron-alloys. The basic composition had 18% Cr-8% Ni and was commonly referred to as 18-8. This new type of steel had unique and interesting properties which were corrosion resistance in acid environment, exceptional ductility and toughness, and non-magnetic behavior.
An entire series of austenitic stainless alloys was developed from this 18%Cr-8%Ni iron-based alloy. This series is known as the 300 series, as designated by the American Iron & Steel Institute (AISI). The 18Cr-8Ni alloy was identified as Type 304.
New alloys were developed from this Type 304 composition with improved properties, such as machinability, weldability, corrosion and formability. Key elemental modifications are noted in Figure 1 and include the addition of sulfur for improved machinability, low carbon for as-welded properties, the addition of molybdenum for improved corrosion resistance, and the addition of copper for improved formability.
By the 1930's, nickel was in short supply in Germany. Alloy research was performed to replace some nickel with manganese and nitrogen. Additional work was performed in the United States during the Korean War for the same reason, nickel shortage. Once again, this research led to an entire series of high manganese austenitic stainless alloys designated as the 200 series.
After the Korean War, these alloys had a difficult time shaking their original intent as substitutes for 300 series alloys.4 However, a major marketing campaign occurred around 1970 which highlighted the lower alloy cost and higher strength of the 200 series versus the 300 series alloys. Usage dramatically increased; but for many strip and wire applications, the lower processing costs of Type 304 offset the higher alloy cost. Higher processing cost for the 200 series alloys was due to their high work hardening rate.
Type 204Cu was developed to bridge the gap between the 200 and 300 series of alloys. Type 204Cu has lower alloy cost than Type 304 due to lower nickel but similar processing cost due to a similar work hardening rate. Also, Type 204Cu has better formability than Type 304 despite higher annealed strength. This unique characteristic is very attractive in several wire applications that currently use Type 304.
Type 204Cu Laboratory Development
Experimental Design
The base alloy for this alloy research work was Modified Type 201, a low nickel austenitic stainless steel. Table I lists the nominal composition of Modified 201 along with Type 304. A comparison of the two alloys shows Modified Type 201 has higher carbon, nitrogen, and manganese but lower chromium and nickel.

Despite the many elemental differences between Modified 201 and Type 304, the compositional design is quite similar. This can be seen on the Schaeffler constitution diagram, see Figure 2. Originally, this diagram was developed for weldments to determine as-cast phases present in stainless alloys, especially the amount of ferrite present.
Today, this diagram, modified by Espy for 200 series alloys, is often used in alloy development design.5 On this diagram, elements are classified as functioning like chromium if they are ferrite formers or as like nickel if they are austenite formers. What phase(s) are present in an alloy depends on the balance between nickel and chromium equivalents. For Type 304 and Modified 201, their position on the diagram is shown by the dark rectangular box on the diagram.
Both alloys can have a small amount of as-cast ferrite, which benefits castability and weldability; however, the presence of ferrite is generally eliminated in wire products due to increased homogeneity during hot working. Also, the diagram shows these two alloys are close to the martensite line, which means they will transform easily to martensite when cold worked.
In addition, this bottom location in the austenite region demonstrates that alloy content is at a minimum for an austenitic alloy. Thus, both grades are cost-effective with Modified 201 having lower alloy cost due to 6% less nickel, their most expensive alloying element. 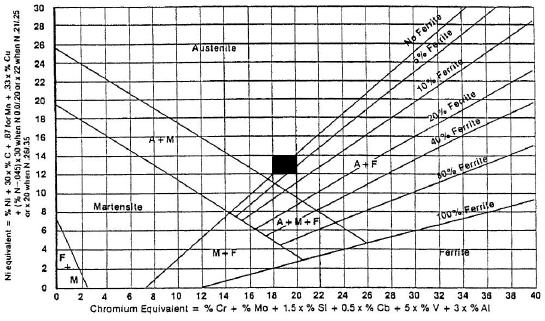
The major disadvantage of Modified Type 201, when compared to Type 304, has been the alloy's high work hardening rate. This can increase processing cost for strip and fine wire products and increases fabrication costs, especially in forming operations.
As previously discussed, copper can be added to austenitic stainless to lower the alloy's work hardening rate and should improve formability. This addition should prevent martensite formation when cold formed and is an austenite former when as-cast phase balance is determined on the Schaeffler diagram.
The purpose of this experimental work is to determine the effect of an addition of 1 to 3% Cu to Modified Type 201 on work hardening rate, formability and corrosion resistance. The intent is to bridge the property gap between Type 304 and Modified Type 201
Experimental Evaluation
Four small laboratory heats of Modified Type 201 with 0.2, 1,2 and 3% Cu were melted and cast into ingots, then successfully hot worked into 0.2" thick x 1" wide annealed strip. The 0.2% copper heat represents the standard Modified Type 201 analysis.
In addition, a 1" rd. bar of Type 304 was hot rolled into 0.2" thick x 1" wide annealed strip. Note, the success of hot working these high copper alloys was a key milestone since copper additions can be detrimental to hot workability.
Annealed strip lengths from these five alloys were cold rolled in various amounts ranging from 5 to 80%. Annealed and cold rolled samples were hardness tested to evaluate work hardening trends as shown in Figure 3. As expected, Modified Type 201 had the highest work hardening rate while the addition of copper incrementally reduced this rate. The work hardening rate for the 3% copper alloy approached that of Type 304.
Tensile properties were evaluated in the annealed and 80% cold rolled conditions. Figure 4 and Figure 5 graphically displays yield and ultimate tensile strength for these five alloys. In the annealed condition, Modified Type 201 had a higher ultimate and yield strength than either the 3% copper alloy or Type 304.
Strength decreased with increasing copper. When heavily cold rolled, Modified Type 201 alloy had the highest yield and ultimate tensile strength, while the 3% copper had slightly lower yield strength than Type 304. This demonstrates the beneficial effect of a 3% copper addition to the work hardening rate of Modified Type 201.
Based on these promising results, a production evaluation was initiated to determine if wire could be manufactured and, whether this 3% Cu alloy would have similar cold drawn strength, formability, and corrosion resistance as Type 304.
Type 204 Cu Production Evaluation
A production heat of the 3% copper alloy, now referred to as Type 204Cu, was continuously cast and successfully hot rolled into .221" rd. annealed wire. Work hardening data was developed by cold drawing the annealed wire in various amounts ranging from 5 to 60% and tensile testing. In addition, similar data were developed for two versions of Type 304 (standard and forming quality).
The latter contains a higher nickel (9.5%) content to reduce the work hardening rate. Yield and ultimate tensile strength data vs. % cold draft are graphically displayed in Figure 6 and Figure 7. As expected, the annealed yield and tensile strengths of Type 204Cu were greater than both versions of Type 304. However, when cold drawn up to 50%, a similar increase in strength occurred for all three alloys.
For standard Type 304, strength dramatically increased when cold drawn 60%. Overall, the tensile data determined the cold drawn strength of Type 204Cu was similar to Type 304.
This initial production evaluation demonstrated that Type 204Cu was capable of being processed into cold drawn wire in a similar manner as Type 304. Therefore, the finish wire cost for Type 204Cu was lower due to the alloy's 6% lower nickel content.
An estimated savings of 104/lb. is realized when the price of nickel is $3.00/lb. The savings more than doubles when the price of nickel is $4.50/lb. This $3.00 to 4.50/lb. price range was the normal range for nickel over the last four years. The next step in this development program was to establish the formability and corrosion resistance of Type 204Cu in comparison to Type 304.
Hot rolled annealed .221" rd. coils of Type 304 (high-nickel version), Modified Type 201, and Type 204Cu were cold drawn to .139" rd. and given a final anneal. Tensile, cold heading, and salt spray tests were performed on wire for these three alloys.
Results are listed in Table 2. Annealed tensile properties showed the expected trend with Modified Type 201 having the highest strength, followed by Type 204Cu, then Type 304. Cold heading trials were performed to compare the formability characteristics of the three alloys. An instrumented header machine was used to form fastener heads, using a two-blow sequence as depicted in Figure 8.
Several hundred parts were cold-formed for each alloy and parts were examined for cracks on the formed head. The fewer the percent cracked parts, the better the formability. Results showed Type 201 Modified had the worst formability with the highest percentage of cracked heads.
Type 204Cu had a much lower percent of cracked parts than the forming quality version of Type 304 (2% vs. 37%). These results were unexpected and demonstrated that Type 204Cu had bridged the formability gap between the 200 and 300 series of austenitic stainless alloys.
Salt spray tests were performed of wire for the three alloys in accordance to ASTM B117. The salt spray environment was 5% NaCl at a 95F temperature in an enclosed cabinet for 96 hours. Visual examination of the wire revealed that rust only occurred on the Modified Type 201 wire. Thus, Type 204Cu had similar salt spray resistance as Type 304.
Additional corrosion tests were performed on production-melted Type 204Cu and Type 304. Results are shown on Table 3. Five common acid environments were evaluated including sulfuric, hydrochloric, acetic, formic and nitric acid. The latter environment was used to determine susceptibility to intergranular attack. Also, chloride crevice corrosion resistance was evaluated by determining the critical crevice temperature.
Corrosion data showed that Type 204Cu had similar resistance to Type 304 in the tested acid environments as well as similar chloride crevice corrosion resistance. The good corrosion resistance of Type 204Cu in both acid and chloride environments is due to a careful balance of alloying elements which include chromium, molybdenum, nitrogen and nickel. 
To summarize, the wire production phase of this alloy development program determined that Type 204Cu could be successfully processed from melting to wire finishing in a cost-effective manner. Property comparison to Type 304 showed Type 204Cu had a higher annealed strength with a lower work hardening rate when cold worked; similar corrosion resistance in a variety of corrosive media; and better formability.
These promising results led to the commercialization of a new standard alloy known as Type 204Cu with a UNS designation of S20430.6
Applications
Due to the general purpose nature of Type 304, potential wire applications for Type 204Cu are numerous and crossed a broad spectrum of industries. These industries include computer, communication, consumer security, food processing, energy, and tobacco.
For computers, special fasteners are necessary with high strength, non-magnetic behavior, formability. and galling resistance. Standard 300 series grades, like Types 304 & 302 HQ, do not have sufficient galling resistance and, heavy % cold drafts are necessary to achieve the strength requirement.
Standard 200 series grades, like Modified Type 201, are difficult to form into fasteners without cracks. Type 204Cu bridges the gap. The unique combination of higher strength and good formability makes Type 204Cu an excellent candidate for this application.
In the telephone communication industry, pole-line hardware is used on telephone poles to fasten wiring. For many years, Type 304 has been used because the alloy has resisted rusting in salt and high-humidity environments. Type 204Cu is being considered as an alternative alloy. Manufacturing trials to produce pole-line hardware from Type 204Cu were very successful.
Production personnel commented that the Type 204Cu was easier to straighten due to lower % cold draft required for this product when compared to Type 304. Product costs for Type 204Cu were lower and salt spraying tests on actual pole-line hardware showed no rust.
A common industrial fastener is the buttress screw. This fastener is used to connect hose clamps in the consumer appliance industry as well as for underground soil pipes. Forming and thread rolling operations make this fastener difficult to produce; however, no problems were encountered with Type 204Cu. Currently, specification approval is required for Type 204Cu to be used as a replacement for 300 series alloys.
In the security industry, razor wire is a common sight. This product consists of a barbed portion and a reinforcing wire for the spine. Material requirements for the reinforcing wire are very high strength (over 200 ksi), good formability at high strength, and resistance to atmospheric corrosion resistance.
Heavily drawn .098" rd. Type 204Cu wire was successfully manufactured into razor wire at a cost lower than Type 304. The alloy has been added to ASTM A313 specification on stainless steel spring wire.
A large volume of Type 304 wire has been used to manufacture conveyor belts. Fabrication design of these belts can vary but the basic requirements for wire are the ability to be bent, flattened, and welded. Like razor wire, high strength is necessary since the wire is often used as a reinforcement rod.
A common application has been in the food processing industry where pretzels, crackers and other edible treats are conveyed into baking ovens. Type 204Cu has been successfully manufactured into belt wire and the elemental composition of the alloy is FDA acceptable for conveying food.
Screen wire has been used in coal handling equipment to filter the coal from a coal slurry. This environment is quite corrosive and the abrasive nature of coal can cause wear. The combined effects of corrosion and wear makes this environment too harsh for carbon steel or less corrosion resistant stainless steels, like Type 410.
Superior service life has been demonstrated for Type 304. The lower cost of Type 204Cu has attracted producers of screen wire and, success in production has led to the use of Type 204Cu for this application.
Finally, a recent application was found in the tobacco processing industry. The part was a hinge pin on baskets carrying tobacco. Initially, fiberglass rods were tried but poor ductility resulted in mechanical failures. Recent promotion of Type 204Cu has attracted customer interest due to the alloy's low-cost, corrosion resistance, and excellent ductility. An initial evaluation was successful and a trial order is under consideration.
Many other applications are being considered for Type 204Cu that currently use either Types 302, 304, or 430 stainless steel. These are listed on Table 4. Estimated total annual usage is 100,000 tons.
Conclusion
The goal of this alloy development program was to develop a low-cost alternative to Type 304. By adding 3% copper to Modified Type 201, a new alloy was developed that bridges the cost/property gap between the 200 and 300 series stainless. This new patent-pending alloy, known as Type 204Cu, had lower cost than Type 304 due to approximately 6% lower nickel content.
It had better formability than Modified Type 201 and Type 304 due to the copper addition which lowered the work hardening rate. Corrosion resistance was similar to Type 304 due to a careful balance of alloying elements which include chromium, molybdenum, nitrogen and nickel.
References
Spring, Laverne, "Non-Technical Chats on Iron and Steel," Frederick H. Stokes Company, 1917, pp 1-17.
- Goodale, Stephen L., "Chronology of Iron and Steel," Pittsburgh Iron and Steel Foundries Company, 1920, pp 13-27.
- Magee, J. H. and Kosa, T., "Reducing Tool Wear When Machining Austenitic Stainless Steels, Wear Processes in Manufacturing," ASTM STP 1362, 1999, p 48
- Lula, R. A., "High Manganese Austenitic Steels: Past, Present and Future, Proceedings of High Manganese Austenitic Steels, ASM International, 1987, p 1
- Espy, R. H., "Weldability of Nitrogen-Strengthened Stainless Steels," Welding Research Supplement, May 1982, pp 149-156.
- Metals and Alloys in the Unified Numbering System, 8th Edition, Joint Publication of the Society of Automotive Engineers (SAE) and American Society of Testing and Materials (ASTM), 1999.
***
By John Magee
Carpenter Technology Corporation
Reading, PA
USA