White Papers
How to Get Better Results, Consistently
Alloys that are difficult to forge can give a good manager profit opportunities, instead of anxieties, if s/he will re-examine current shop procedures and capitalize on the technology of forging bar and billet suppliers.
The experienced forger knows that there is little room for error when forging the more difficult-to-handle steel or non-ferrous alloys. That's why, no matter how successful the operation, the forger who wants to excel is always looking for ways to get better results, consistently.
One place to start is to look at the chemical composition of the alloy to be forged. Although the forger may have little or no control over the customer's alloy specification, s/he should consider its effect on forgeability so that s/he is in a position to suggest a possible modification.
Free-machining stainless steels, for example, exhibit relatively poor forgeability. An adjustment in chemistry and/or processing may be necessary to provide a more desirable balance between machinability and forgeability.
Sometimes tearing problems are experienced when trying to forge the 300 series of austenitic stainless steels. In some cases, the addition of boron can strengthen grain boundaries and dramatically improve forgeability.
Good furnace loading practice can help heat the work uniformly to the desired temperature. One way to improve results is to use piers that elevate the work pieces above the furnace hearth. Billets should be spaced evenly, not too high or too close, allowing for good circulation and uniform, thorough heating. (Fig. 1)
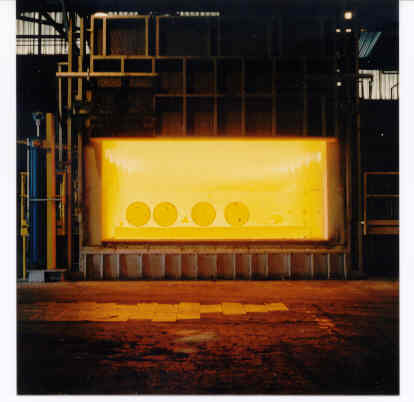
Fig 1. Billets are stacked evenly on furnace piers to promote uniform heating.
Heating cycles must be carefully planned and controlled, based on section size and the alloy to be forged. Regardless of the alloy, enough time must be taken to soak the billet/ingot at the desired temperature. Many stainless steels can be heated without much difficulty; other grades must be heated very carefully to avoid thermal shock and cracking.
A high carbon tool steel like CarTech D2 tool steel, for example, must be heated with great care because of its inherent brittleness and its tendency to change size in heat-up. During heat-up, especially of large cross sections, significant stresses are built up in the work piece because of the existing thermal gradient as well as the phase transformations that occur.
A brittle material like CarTech D2 tool steel may not be able to handle these stresses without cracking. High carbon martensitic alloys should be ramped up to a temperature just below the alloy transformation point, soaked out, then ramped to forging temperature.
Some alloys like the nickel-base superalloys, the maraging alloys hot work die steels, are very prone to segregation in the casting process. Such alloys can benefit from ingot homogenization prior to hot working.
This process, generally performed by the billet supplier, consists of heating to a very high temperature and holding at that level, allowing diffusion to reduce segregation in the microstructure.
Forging Temperatures
Forging should be done at temperatures no lower or higher than the limits recommended by the alloy manufacturer. Working below the lower temperature limit will risk cracking and tearing. Forging above the maximum limit can cause a hot-short condition, create incipient melting and/or form detrimental phases. When that happens, it is very difficult, if not impossible to correct.
The forger concerned with the difficult-to-work alloys can refer to the forging temperature ranges of the most frequently used age-hardenable and superalloys plotted in Fig. 2.
Although these ranges are valid, based on extensive testing, they should be regarded basically as a guide, not gospel. The appropriate starting temperature should be based on the desired result and sound metallurgical knowledge.
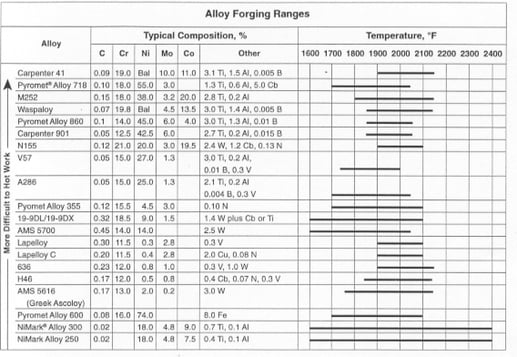
Fig. 2 - Forging ranges for difficult-to-work alloys.
It is important to recognize that the temperature ranges charted in Fig. 2 cannot take into consideration aspects of hot working like heating and cooling practices, scaling rate, grain size, strain rate, type of equipment and experience of personnel. The sum of these differences determines the best forging temperatures within the manufacturer's recommended parameters.
All of the difficult-to-forge alloys listed in the table are very susceptible to grain growth when overheated or excessively soaked at high temperatures.
That tendency makes it imperative to use a properly controlled heating furnace. Uniformly fine-grain forgings are needed for good, low-cycle fatigue properties, particularly if the part configuration is intricate.
One must avoid the temptation to forge from the highest temperature possible, even though the metal flows better, and it is easier to form a part to a given shape. Frictional heat buildup may cause overheating, pushing the metal temperature above the safe upper limit.
Excessive temperature can cause one or more serious problems including grain coarsening, scale formation, overheating and burning. Overheating and burning can result in hot shortness, which is defined as the lack of ductility when the metal is hot.
Burning, which is a liquation of low-melting constituents at the grain boundaries, results in catastrophic failure during forging. Underheating also can cause serious problems. The lower end of the forging range is determined by whether a metal can be plastically deformed.
Many alloys are prone to cracking if forged at too low a temperature. Instead of responding to deformation and elastic flow, they tend to rupture because they lose inherent ductility.
The most critical point of grain-size control in austenitic alloys is in finish forging. When the amount of reduction achievable in the finish dies is limited, both heating time and forging temperature become critical.
In such instances, the forger should avoid long heating times and/or reduce the forging temperature. The best compromise is usually a combination of both.
The Gleeble Test
New technology now enables the billet manufacturer to determine more precisely the best hot working temperatures for the difficult-to-forge alloys, and other grades as well. Using specially designed equipment (Fig. 3), a Gleeble Test plots ductility against test temperatures.
Test coupons are broken at pre-determined temperatures. After each break, reduction in area is evaluated to find the point of optimum ductility. If the temperature is too high, incipient melting, or liquation is observed. If temperature is too low, low ductility and stiffness will be seen. The curve in Fig. 4 shows the hot workability range plotted in a Gleeble Test for a nickel-base superalloy.
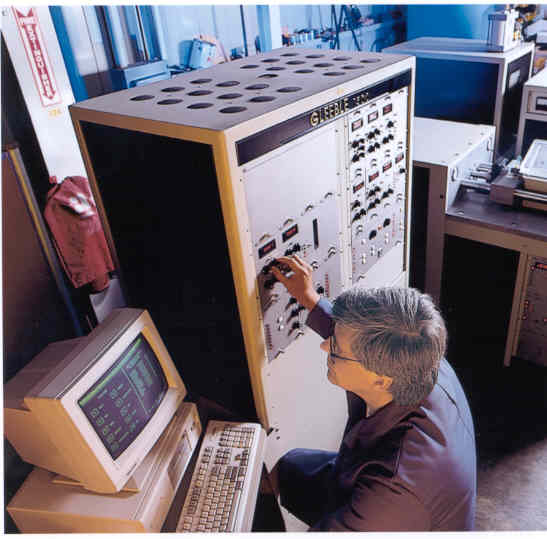
Fig 3. - Gleeble machine is used to determine best forging temperatures.
Fig 4. - Hot workability range for a nickel-base superalloy plotted by the Gleeble test method.
The Gleeble testing technique also can provide solutions to practical shop floor forging problems. One fabricator, for instance, was enduring cracking problems while forging a customer-specified alloy with a chemistry inimical to forging. Gleeble testing helped to find the optimum forging temperature range for this difficult-to-forge alloy and produce improved results.
Many fabricators use CarTech H13 tool steel for forging dies. However, this tooling material may wear out prematurely when forging "stiff" alloys. In many cases, superalloys such as CarTech 718 and CarTech Waspaloy may be used as die materials. Superalloy dies will cost more initially, but will pay for themselves many times over in longer die life.
At times, it is important to minimize billet temperature loss while forging. In such cases, use of a heated die will reduce "die chill" and effectively slow work piece cooling.
While die heating effectively minimizes the temperature gradient between the work piece and the die, care must be exercised not to overheat the die. Overheating could shorten die life. On the other hand, careful die heating can extend die life.
Forging Techniques
A review of certain forging techniques, while seemingly fundamental, may help to improve results particularly when working the more difficult-to-forge alloys.
Special care should be taken, for instance, with the amount of reduction. If the forging parameters are excessive and too much reduction is made, the operator could have problems with tearing, a poor surface or a burst center.
While the 300 series of stainless steels forges relatively easily, some of the more challenging alloys will not tolerate the same degree of penetration. Fast forging can produce the same type of problems as those encountered when taking heavy reductions.
The experienced forger knows that the old "heat and beat" approach does not help in meeting high-strength requirements. But yield strength can be maximized by carefully choosing and holding the right finishing temperature.
The curve illustrated in Fig. 5 shows a relationship between the holding temperature during the last forging pass and final yield strength. This chart indicates how controlling the finishing temperature helped the forger achieve the desired strength level when working CarTech 22Cr-13Ni-5Mn, a nitrogen-strengthened, austenitic stainless steel.
Fig. 5 - Curve demonstrates relationship between temperature and yield strength achieved through forging.
In this forging process, the fabricator began the final forging reduction from below 1700 oF. By making his final reduction at this relatively low temperature, he was able to meet stringent strength requirements. Note how strength declined with increasing hold temperatures. Holding at the carefully calculated lower temperature actually warm worked the steel, increasing its strength.
If the work piece cools too much to work effectively, it should be reheated. The reheating may help to achieve recrystalization in certain alloys and produce superior properties.
Furnace Care
Good temperature control is critical when working with hard-to-forge alloys. That means that heating furnaces must be in good operating condition and well maintained.
Each furnace should provide uniform heating to all work pieces regardless of their location inside. Furthermore, the actual furnace temperature should agree at all times with the furnace set point so the forger knows it is in conformance with the specified standard. Only if both conditions are met can the forger get repeatable good performance from piece to piece.
One common problem that adversely affects temperature uniformity within the furnace is leaking door seals. These should be checked periodically because cold atmosphere from the shop could enter the furnace, with harmful results, if the doors do not seal properly.
Some forgers have established formal quality programs to certify the uniformity and conformity of their furnaces. In such programs, the forger typically attaches thermocouples to multiple trial work pieces and positions them at various spots inside the furnace. The temperature readings must then agree with a predetermined uniformity range, generally ±25 oF or less of the temperature set point.
Still other shops have created furnace reliability teams to improve the dependability and performance of their forging heating furnaces. These teams generally combine the expertise of key production, maintenance, engineering and technical representatives.
Statistical Process Control
Statistical process control, a technique employed by many leading manufacturers, provides a very effective means of controlling process parameters in forging. Temperatures of work pieces at the beginning and end of the forging cycle, for instance, are measured by an optical pyrometer. They can be plotted on control charts to help in temperature control.
SPC is used to track and control transfer time, forging time and reheating (when needed) time. The die-on temperature of a work piece can be tracked and controlled continuously by SPC techniques to assure consistently good forging results, thus eliminating potentially costly guesswork.
The chart in Fig. 6 shows how SPC continually monitors the workpiece temperature and enables the forger to work within recommended upper and lower control limits. The horizontal center line plots the average die-on temperature for all billets worked.
Temperature variation is considered abnormal when the line dips or rises beyond either control limit. This type of control makes it easy to investigate deviations and take corrective or contingency action before a serious problem erupts.
Fig. 6 - Die-On temperature control chart, produced by SPC methods, plots workpiece temperature, average temperature for all billets, and upper and lower control limits.
Similar SPC controls allow the forging operator to precisely monitor forging time and reheating time. In the latter case, it is especially important to allow enough time to reheat sufficiently between forging operations, but not so much that excessive reheating will have a detrimental effect on properties, such as grain size.
After forging, size also can be measured and controlled by SPC methods. This capability permits the forger to adhere more closely to size specifications, thereby minimizing the amount of subsequent machining required.
Summary
The difficult-to-forge alloys should not be viewed with apprehension, but as open doors to new and profitable business. As demand for such materials increases, forgers may benefit substantially by sharpening their skills to work them.
There are opportunities for forge shops to improve their forging techniques, and do better what they are already doing well. At the same time, forgers should be encouraged to consult with the developers and providers of the alloys they work. Such manufacturers can be helpful with specific product applications, and in adapting alloys to get improved forgeability.
***
By James K. Schwar,
Sr. Metallurgist, Technical Services, and
Travis J. Matthews,
Metallurgist, Technical Services
Carpenter Technology Corporation
Reading, PA
USA