Technical Guide
New technologies, higher consumer expectations, extended warranties and stringent regulatory concerns with safety, fuel consumption and pollution are constantly challenging the automotive industry to achieve breakthrough standards in vehicle durability and maintenance-free operation.
These inexorable trends are compelling engineers and designers to re-evaluate the materials they use for critical parts and components. Of particular importance is selecting the right specialty alloys for an ever increasing number of critical applications on the average new car. Specialty alloys with greater strength and heat resistance are needed for more efficient, hotter running engines. Metals with superior corrosion resistance are needed for harsh oxidizing liquids, alternative fuels and emission control systems. Special electrical and magnetic metals are essential for sensors, solenoids, computers and controls. New technological advances such as camless valve trains, continuous variable transmissions and 42-volt electrical systems will place increasing demands on sophisticated alloys.
Stainless Steels
Stainless steels are about 50% stronger than low carbon steels. Their high strength-to-weight ratio, along with corrosion resistance, gives the engineer many design options for machined and cold-formed parts. Engineers can select from more than 60 standard and special stainless steels to cost effectively match a specific grade to even the most demanding requirements. Since stainless steels are corrosion resistant surface to core, they can be substituted readily for coatings and plating which eventually chip, peel or crack and expose vulnerable materials underneath.
Fig. 1 – Selectaloy® diagram, a basic guide to the selection of stainless steels.
A simplified method known as the Selectaloy® system (Fig. 1) can help engineers select the most suitable stainless steel based on corrosion and strength requirements. The Selectaloy method uses 11 basic grades that are representative of certain types of stainless steels and heat resisting alloys. Corrosion resistance increases vertically in the Selectaloy diagram, and mechanical properties, or strength, increase from left to right.
|
|
| Automotive valves made from various high temperature alloys (Photo courtesy of Eaton Corporation – EAMO) |

Many times a good starting point is 304 stainless because it is the most widely used stainless grade. For increased corrosion resistance, move up to 316 stainless, and for still more resistance, go higher to 20Cb-3® stainless. For less corrosion resistance, drop down to 430 stainless, or to Type 405 stainless for even less resistance. Reading left to right across the lowest level of corrosion resistance, strength increases progressively from Type 405 stainless to 410, 420 and 440C stainless steels.
Custom 450® stainless, 431 stainless and Custom 455® stainless are positioned in the middle of the diagram to show their relative corrosion resistance and strength compared with the alloys along the vertical axis and horizontal axis.
After the initial stainless alloy has been chosen based on corrosion and strength criteria, consider how it is to be fabricated. Will the part be machined, headed, welded or heat-treated? These processes may affect the properties essential to the application and influence the alloy selected.
304 and 410 stainless steels are available in alloy modifications offering improved machining or cold heading characteristics, while retaining corrosion resistance and mechanical properties comparable to those of the basic grade. If machining Type 304 stainless is a problem, four alloy variations will offer improved machinability — 304 Project 70+® stainless, 303 Se stainless, 303 stainless and 303 Project 70+ stainless, in that order.
If Type 304 stainless is desired with better cold headability, similar choices are available. 305 stainless is easier to head, Type 302HQ-FM® stainless is even better, and No. 10 stainless is the easiest in the group to cold head.
The same concept applies to 410 stainless. Several modifications will offer progressively better machinability, i.e. 416 stainless, 416 Project 70+ Type 416 stainless and No. 5-F stainless, in that order.
|
|
| Racing connecting rods made from MP35N* alloy and other ultra-high strength alloys (Photo courtesy of A1 Technologies) |

Stainless steels have been used for engine and fuel handling components such as fuel injector bodies, needles, armatures, pole pieces and inlet tubes; piston rings and separators; transmission components; and intake/exhaust valves; etc. In exhaust systems and pollution control, stainless steels have been used for hardware in catalytic converters, exhaust hangers, manifold bolts and pins, EGR components and oxygen sensor parts.
Stainless alloys are also commonly used in instrumentation and controls for shafts and power window components, and in cruise control. Stainless parts for safety applications include air-bag inflater components, anti-lock braking solenoids, and brake hose couplings. Stainless steels also have been used for a host of functional and decorative applications such as windshield wiper arms, headlight body screws, mirror cables, antenna base and cable fittings, antenna, fasteners, speedometer meter pins and decorative nuts.
Soft Magnetic Alloys
Electronic controls have been integrated into an increasing number of automotive functions. This trend has sparked development of a variety of soft magnetic alloys that are needed to optimize the output and response time of electro-mechanical components such as cores, armatures, solenoid switches and relays. Properties that are important to these soft magnetic materials include:
(a) High saturation induction, which allows development of a strong magnetic field, enabling solenoids and fuel injectors to work with a minimum of energy input.
(b) High permeability, which readily induces high magnetism, a property allowing design of smaller, more efficient components.
(c) Low coercive force, which allows rapid magnetization and demagnetization, both essential in opening and closing valves and injectors.
(d) High electrical resistivity, which reduces the energy losses associated with eddy current formation and results in increased electromagnetic efficiency.
Good design requires that magnetic properties be consistent both over time and over the area of the magnet. These properties are controlled by the metallurgical structure developed through heat treatment, and by consistent alloy chemistry, managed by control of residual elements.
Annealing of electromagnetic components after fabrication is generally necessary to obtain the magnetic properties desired. Annealing relieves residual stresses, recrystallizes the grain structure and removes impurities such as carbon, oxygen, nitrogen and sulfur.
Fig. 2 – Compares characteristics of soft magnetic alloys used in automotive applications.
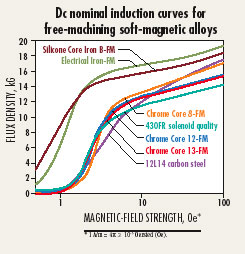
Three basic families of soft magnetic alloys offer various combinations of magnetic and mechanical properties providing cost effective solutions for automotive applications. The DC normal induction curves for representative alloys in these groups are plotted in Fig. 2, showing the relationship between flux density (kG) and magnetic-field strength (Oe) for each alloy.
- Electrical Irons – These are relatively pure, low-carbon irons that have been used for magnetic circuit cores and relays, and solenoids that activate electrical controls. Premium quality core irons, produced by vacuum melting, are stabilized with vanadium to minimize degradation of magnetic properties over time and provide uniform properties.
- Silicon Irons – Adding silicon to low-carbon iron increases both hardness and electrical resistivity. Silicon Core Iron A, one of several alloys in this group, has magnetic properties like those of electrical iron. However, its electrical resistivity is 25m ohm-cm, compared with 13 for electrical iron. A free-machining (FM) version of the same alloy, Silicon Core Iron A-FM, offers improved machinability with nearly identical magnetic properties.
Silicon Core Iron B, with electrical resistivity of 40 m ohm-cm, is used in applications requiring very low hysteresis loss, high permeability, low residual magnetism and freedom from magnetic aging. An FM version, Silicon Core Iron B-FM, is also available. Silicon Core Iron C has the highest electrical resistivity at 58 m ohm-cm. It also offers maximum initial permeability, minimum hysteresis loss, low residual magnetism and negligible magnetic aging.
- Chromium-Iron Magnetic Stainless Steels – These alloys, compared with the other soft magnetic alloys, provide good corrosion resistance for devices exposed to weather, fuel or other corrosive environments. Although these steels have adequate magnetic properties for core applications, they allow higher core losses and provide lower saturation and permeability than silicon irons.
430F Solenoid Quality stainless steel, which has been used for corrosive service for many years, has the best magnetic properties and lowest residual magnetism of the stainless steels. 430FR Solenoid Quality stainless steel has improved wear resistance, higher resistivity (76 m ohm-cm) and increased hardness.
Carpenter Technology Chrome-Core® Alloys – This family of alloys provides a good combination of corrosion resistance, magnetic properties, cost economy and fabrication ease. They were developed to withstand corrosive fuels containing ethanol and methanol, and the contaminants sometimes associated with them. Their introduction was also motivated by the desire of designers to directly replace silicon iron components.
The group consists of four alloys containing different levels of chromium, with a non free-machining companion version of each available for applications that do not require machining. The sulfur addition to improve machinability of each FM variation has minimal effect on the alloys’ magnetic properties.
Chrome Core 8-FM alloy, containing 8% chromium, and Chrome Core 12-FM alloy, containing 12% chromium, can be considered for use in magnetic components where corrosion resistance better than that of pure iron, low carbon steel and silicon-iron alloys is desired without the substantial decline in saturation induction associated with the 18% chromium-ferritic stainless steels. Chrome Core 12-FM alloy has displayed corrosion resistance similar to or approaching that of 430F/430FR Solenoid Quality stainless when exposed to CM 85A fuel, with and without aeration.
The saturation flux density of Chrome Core 8-FM alloy is highest (1.8 Tesla) of all the chrome core alloys, and electrical resistivity the lowest at 49.2 m ohm-cm. The flux density of the chrome core alloys at both the 8% and 12% chromium levels, in fact, approaches that of Electrical Iron and Silicon Core Iron B-FM at magnetic field strengths greater than about 800 A/m. They also have the highest maximum permeability (3100) in the chrome core alloys group.
Chrome Core 13-FM alloy, containing 13% chromium, was developed for use in electromechanical devices that require optimum magnetic properties in a stainless alloy. This design used key compositional changes to increase electrical resistivity and lower coercivity, while providing good corrosion resistance and stable ferrite. This alloy, with its combination of magnetic properties and corrosion resistance, can be considered for a variety of stringent automotive applications.
Chrome Core 18-FM, containing 18% chromium, was developed for use in applications requiring improved corrosion resistance. The corrosion resistance of this alloy is superior to 430FR Solenoid Quality stainless steel while maintaining comparable magnetic properties. In some environments, CareTech Chrome Core 18-FM alloy exhibits corrosion resistance similar to 316 stainless steel.
High Temperature Alloys
The escalating temperatures found in today’s high performance engines and exhaust systems have required increasing use of alloys designed for high temperature service, including grades commonly used in aerospace applications. These alloys can maintain high strength and corrosion resistance at operating temperatures above 540°C (1000°F).
Fig. 3 – High Temperature Alloy Selectaloy® diagram, guide to the selection of high temperature alloys based on their relative strength and high temperature resistance.
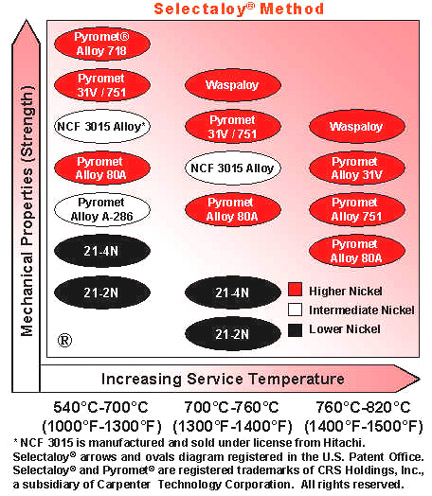
Typical high temperature alloys and valve steels designed for service at high temperatures are shown in Fig. 3. This diagram can serve as a useful guide for the design engineer searching for a candidate alloy for an application. The relative positions of these alloys are shown for three separate temperature ranges. The alloys are positioned along the vertical axis according to their relative strength and many of the alloys are shown multiple times, since these alloys may be useful in multiple temperature ranges. Not only does this figure show the general rule of how the strength of any alloy decreases as the temperature is increased, but also shown is how the relative strength of one alloy in one temperature range compares to another alloy in a different temperature range. For example, 21-2N valve steel (UNS K63017) in the lower temperature range has approximately the same strength as 21-4N (UNS K63017) in the middle temperature range. Nominal chemical analyses for all of these alloys are indicated in Fig. 4.
The two alloys mentioned above, 21-2N valve steel and 21-4N valve steel, are lower nickel alloys and have been used for many valve applications and system components. Both of these alloys show good strength and temperature resistance at temperatures up to 760°C (1400°F).
When increased strength or temperature resistance is required, the higher nickel alloys are typically preferred. With more than 70% nickel content, 80A alloy (UNS N07080) and 751 alloy have been used for exhaust valves and other components that must provide long term service in operating conditions up to 820°C (1500°F). Both alloys provide excellent resistance to high temperatures, oxidation and fatigue. 31V alloy (UNS N07032), which offers comparable strength and corrosion resistance up to 820°C, also resists the sulfidation found in sulfur-containing fuels used in some diesel and Third World engines.
When even higher strengths are required, 718 alloy (UNS N07718) and Waspaloy (UNS N07001) should be considered. These have been mainstay materials for aircraft gas turbine engine parts that must maintain high strength at elevated temperatures. Typically, 718 alloy can be used up to 700°C (1300°F) and Waspaloy is useful up to 870°C (1600°F).
In recent years, the intermediate nickel alloys have been seeing increased usage due to their ability to balance high temperature strength with high value. For example, NCF 3015 alloy (UNS S566315) provides high temperature strength similar to that of the 70% nickel grades with only 30% nickel. This alloy is typically used for valves and other parts that must withstand oxidation and service temperatures up to 760°C (1400°F). Also in the intermediate nickel category is A-286 alloy (UNS K66286). This alloy has been used for manifold bolts due its high ductility in notched sections, and for other parts requiring high strength and corrosion resistance at temperatures up to 700°C (1300°F).
Ultra-High Strength Alloys
As strength requirements for critical fasteners and other parts increase, designers can consider a few specialty alloys known for their ultra-high strength. These alloys include: AerMet® 100 alloy, with an ultimate tensile strength (UTS) of 1965 MPa (285 ksi) and excellent fracture toughness; AerMet® 310 alloy, with a UTS of 2137 MPa (310 ksi), exceptional ductility and toughness; MP35N1 alloy with a UTS approaching 2067 MPa (300 ksi); and NiMark Alloy 3002 which can attain a yield strength of over 1862 MPa (270 ksi). These alloys have been used in a variety of applications from racing components to parts for the new continuous variable transmissions (CVT).
While not a metallic alloy, it should be noted that a magnesia partially stabilized zirconia, an advanced ceramic material, has been used successfully for internal elements in fuel injectors because of the material’s good combination of high strength, fracture toughness, wear resistance, corrosion resistance and internal consistency. This advanced grade of zirconia has been found useful for micron-tolerance, match-fit components, and for parts requiring a close thermal expansion match with mating parts. The material can be considered also for various other engine components that require high performance and long term reliability.
1 NCF 3015 alloy is manufactured and sold under license agreement with Hitachi.
2 MP35N is a trademark of SPS Technologies, Inc.
Fig. 4 – Nominal chemical analyses of alloys used for high temperature automotive service.
NOMINAL ANALYSES OF ALLOYS FOR HIGH TEMPERATURE SERVICE
|
Alloys |
C |
Mn |
Cr |
Ni |
N |
Mo |
Ti |
Al |
Fe |
Other |
|
21-2N valve steel |
0.55 |
7.50 |
21.00 |
2.00 |
0.30 |
|
|
|
Bal. |
|
|
21-4N valve steel |
0.54 |
9.00 |
21.00 |
4.00 |
0.40 |
|
|
|
Bal. |
|
|
Pyromet® Alloy A-286 |
0.08 |
|
14.75 |
25.50 |
|
1.25 |
2.10 |
0.35 Max |
Bal. |
|
|
NCF 3015 Alloy |
0.04 |
|
14.50 |
32.00 |
|
0.75 |
2.60 |
1.90 |
Bal. |
Cb 0.60 |
|
Pyromet® Alloy 31V |
0.04 |
|
22.70 |
57.00 |
|
2.00 |
2.30 |
1.30 |
Bal. |
Cb 0.85 |
|
Pyromet® Alloy 751 |
0.04 |
|
15.00 |
70 Min |
|
|
2.50 |
1.30 |
8.00 |
Cb 1.00 |
|
Pyromet® Alloy 80A |
0.06 |
|
20.00 |
75.00 |
|
|
2.50 |
1.40 |
3 Max |
|
|
Pyromet ®Alloy 718 |
0.04 |
|
18.50 |
52.50 |
|
3.00 |
1.00 |
0.55 |
Bal. |
Cb 5.20 |
|
Waspaloy |
0.04 |
|
19.25 |
58.00 |
|
4.20 |
3.00 |
1.30 |
2 Max |
Co 13.00 |
*Trademark of SPS Technologies, Inc.
***
By Daniel A. DeAntonio and Peter T. Thompson
Carpenter Technology Corp.
Reading, PA, USA